 切换行业
切换行业

EVA即乙烯—醋酸乙烯酯共聚物,POE即乙烯一辛烯共聚物,是目前双玻组件常用的两种封装胶膜。现在部分制造厂商选择EVA进行封装,部分制造厂商选择POE进行封装,还有一些制造厂商开始使用EVA+POE混合封装,那么双玻组件选用EVA还是POE,哪个是最优解?值得业内人士思考。
太阳能电池组件(也叫太阳能电池板、光伏组件)是太阳能发电系统中的核心部分,其作用是将太阳能转化为电能,送往蓄电池中存储起来或推动负载工作。
光伏发电
光伏组件作为光伏电站的核心设备,从封装角度可分为单玻组件和双玻组件。随着光伏发电产业的发展,双面电池得到迅速发展,目前市场中,双面电池组件大多采用双玻封装,少数使用透明背板封装。
彭博新能源财经 (Bloomberg New Energy Finance,BNEF)指出,到2022年,双面电池组件的市场占比将超过90%。同时,透明背板的市场占比较小,双玻组件将成为组件市场主流。

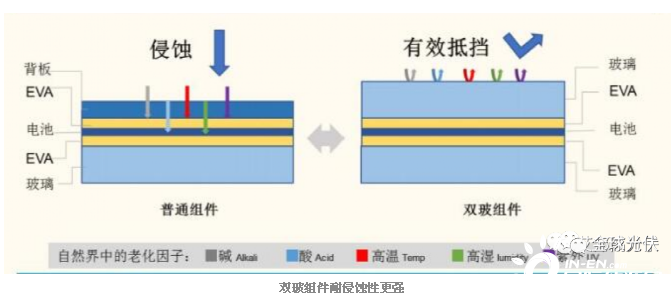
双玻组件示意图
电池封装质量的好坏,直接影响到光伏组件的发电效率、使用寿命等,其中封装胶膜对PID等性能影响重大,胶膜材料的选择至关重要。
1、PID是怎么形成的?
PID(Potential Induced Degradation)全称为潜在电势诱导衰减,是指大量电荷聚集在电池表面,使电池表面饨化失效,从而导致电池组件的功率骤降。
由于防雷工程的需要,组件的铝合金边框要求接地,电池片与铝边框之间便形成了比较高的直流电压。对EVA封装组件来说,EVA无法做到100%的绝缘,使用过程中,水气透过硅胶、背板等渗透到组件内部,使EVA发生分解,产生自由移动的醋酸,醋酸和玻璃表面析出的碱反应,形成自由移动的钠离子,钠离子在外加电场的作用下,向电池表面移动,聚集到电池表面的减反射层从而导致组件功率降低。
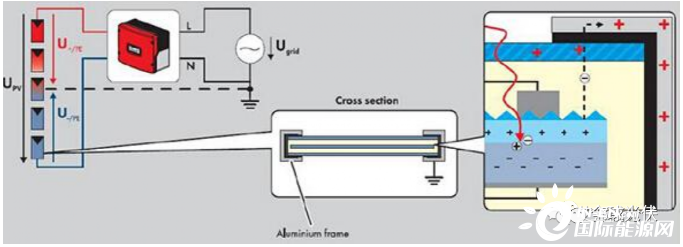
PID示意图
水气进入组件,EVA 遇水分解产生醋酸,醋酸与碱反应产生钠离子,钠离子富集到电池表面,以上四步便是PID现象形成的全过程,而这一过程也是目前光伏行业普遍认可的一种PID效应成因。
2、EVA封装胶膜有什么优缺点?
EVA胶膜主要成分是EVA,外加各种添加剂,如交联剂、增稠剂、抗氧化剂、光稳定剂等。EVA以其优异的封装性能、良好的耐老化性能和低廉的价格等优点,在2014年前便成为光伏组件封装的首选材料。但是其PID缺陷也很明显。
双玻组件的出现,似乎给了EVA克服天生缺陷的可能,由于玻璃的水蒸气透过率几乎为零,双玻组件的低透水率或者说零透水率让EVA抗水解能力不再成为问题。
然而,如何解决双玻组件边缘水气渗透和由此带来的抗PID性能差等问题,依然无法得到正解。
3、POE封装胶膜的机遇和挑战
POE由茂金属催化剂开发而来,是具有窄相对分子质量分布、窄共聚单体分布、结构可控的新型聚烯烃热塑性弹性体。POE具有优异的水气阻隔能力和离子阻隔能力,水气透过率仅为EVA的1/8左右,且老化过程不会产生酸性物质,具有优异的抗老化性能,是高效、高可靠性光伏组件封装胶膜的首选材料。

POE
虽然POE胶膜具有更好的水气阻隔能力和更好的抗老化性能,但是POE由于粒子成本高,加工性能不及EVA等,市场一直未被全面打开。直到近几年,感受到双玻挑战的背板企业也纷纷加入开发POE胶膜。
从 2017年开始,POE胶膜量升价跌,市场占有率不断提升。而且,2020年以来,由于EVA缺货严重,价格快速上涨,POE进一步获得了占领市场的良机。目前,POE胶膜几乎成为双玻组件主流选择, 很多双玻电站业主在招标阶段就指定采用POE胶膜。
4. 未来:竞争激烈,仍未可知!
然而当下,EVA胶膜也迎来了转折机遇。在平价上网、补贴下调的压力下,终端客户普遍更加关注组件价格,有些组件厂目前已经开始采用EVA+POE组合封装方式,以降低成本或应对POE供应短缺的问题。同时,随着大硅片组件的流行,双玻组件开始使用带边框设计,而且EVA的加工流动性比POE更好,部分组件厂认为带边框的双玻组件可以采用EVA。
随着电池片的抗PID性能以及EVA胶膜生产技术的进一步提高,双玻组件使用EVA胶膜也未尝不可,EVA胶膜给POE胶膜带来的良性竞争,将更有利于POE胶膜生产商加速降本增效,降低POE成本,促进光伏行业进一步发展。


 正在加载...
正在加载...


