 切换行业
切换行业

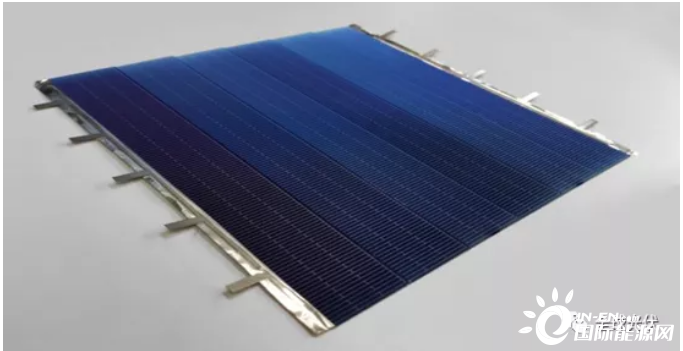
德国弗朗霍夫太阳能系统研究所 ISE近日发布一项颠覆性的电池串联专利技术,没有焊带,不用导电胶,由此制作的叠瓦组件实现了21%的光电转化效率。
图1:无焊带、无ECA的新型叠瓦电池
1. 技术介绍:
随着大尺寸的进行,高密度封装提升组件效率,减少组件面积变得更加重要。将大尺寸应用于叠瓦技术,能最大限度地提升组件效率。
传统的叠瓦封装,都采用导电胶将上一片电池的下边缘与下一片电池上边缘串联,从而实现电池的零间隙。串焊金属化连接会增加串联电阻和阴影面积,导电胶则会消耗更多的银贵金属。如果既能消除焊带,又能不用导电胶,听上去就像天方夜谭。
德国弗朗霍夫太阳能系统研究所就实现了天方夜谭的电池片连接。
研究人员开发了一种无母线、无导电粘合剂和无焊料的铝箔互连技术,相比ECA(导电胶)银用量大大较少,大大降低了银成本,经济、高效且灵活地解决了叠瓦组件中的电池互连。
2. 材料FoilMet ®- 8微米
在新技术中,研究人员省略了 ECA 和两侧的丝网印刷母线(图 1C),改用 8 微米厚的铝箔 (EN AW-8079) 取而代之。
通过激光金属连接(laser metal bond - LMB)工艺将铝箔直接连接到电池的氮化硅 (SiN X ) 钝化层。使用单个一千瓦红外连续波激光器将电池表面的银栅线和背面的铝栅线用300 到 700 微米长的线形接头微焊接到铝箔上,不需要使用类似焊带的结构。
FoilMet 的简单性,在于只需要一层铝箔,就可将相邻两片电池表面的银、铝栅线串联,与采用ECA的多层互联结构相比具有很大优势。
3. 互联工艺 - LMB
激光金属连接LMB工艺,研究人员称这是一种非侵入性连接技术,可在不穿透钝化层的情况下在电池的钝化层和铝箔之间形成键合(如下图2A)。
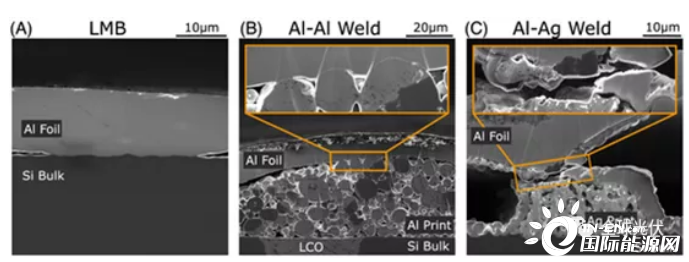
图2:采用LMB的焊缝剖面
由于钝化保持完整,就不会在铝箔和硅片之间产生电接触,几乎不会发生额外的电荷载流子复合,但铝箔和硅片之间却有非常强的连接。为了形成 LMB,铝箔需要与电池表面直接接触,可以通过真空吸盘实现的。丝网印刷体用作间隔物,会阻止适当的 LMB 形成,因此LMB 和丝网印刷金属触点(例如栅线)之间需要一定的横向距离,这取决于金属触点突出到电池水平面的高度、厚度和铝箔的延展性。
LMB 放置在周围丝网印刷体之间足够大的间隙中,每个 LMB 的附着力为 (0.080 ± 0.011) N。另一方面,LMB过于贴近或直接接触丝网印刷体都会导致附着力急剧下降。根据 LMB 的排列和密度,可以获得超过铝箔撕裂强度的粘合力。
互联包括铝箔与铝栅线的连接(Al-Al 焊缝)和铝箔与银栅线的连接(Al-Ag 焊缝),都是用相同的激光设备实现。对于Al-Al 焊缝的连接,如上图2B中的横截面所示,铝箔和硅片两种基材没有直接接触,但正如预期的那样形成金属-金属界面,传感测量证明了接头的优异导电性。铝-银链接也是一样。
另一种产生 Al-Al 焊缝的方法是使用纳秒激光器,能实现基材的深度混合,但铝箔在焊接周围变薄。
4. 叠瓦的形成
弗朗霍夫ISE的研究人员采用了两种方法实现叠瓦工艺。
方法1(下图3A-C)中,两个电池放正面相对(下图3A),铝箔放置在两个电池片的上方(上一个电池片的背面和下一个电池片的证明),上电池片偏离中心 2 毫米,并使用真空与基板直接接触。所有要被激光照射的区域都面向相同的方向,当稍微倾斜时,它们位于扫描激光系统的焦平面内。因此,所有激光步骤都可以同时执行,处理时间在数十到数百毫秒之间。执行完所有激光步骤后,上电池翻过来,铝箔被折叠,重叠 0.7-2.5 毫米(下图B))。柔韧的铝箔在上、下电池之间弯成 U 形,可以调整重叠区域的大小。

图3:叠瓦的形成方法
方法2(上图3D-F)中,铝箔放置在第一片电池的顶部和第二片电池的下方(图 3C)。电池之间有 1 毫米的间隙,铝箔从上到下穿过该间隙。执行完所有激光步骤后,第一片电池格滑到第二片电池下方,重叠 0.7-2.5 毫米(图 3D)。柔韧的铝箔在电池之间形成 Z 形,可以调整重叠的大小。
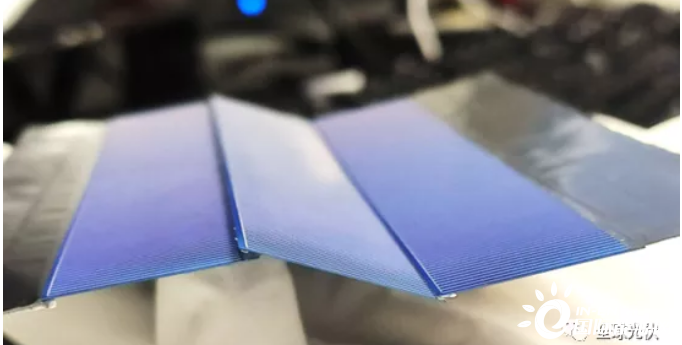
无论哪种方法,铝箔都会在两个电池之间形成扭结,让互连非常灵活。图4展示了 FoilMet ? -互连的灵活性。根据铝箔的尺寸和配置,几乎可以在所有方向上都有很大的移动性,而不会对 LMB 或焊缝产生应力,也可以吸收在热胀冷缩过程中产生的形变应力(图 4B)。

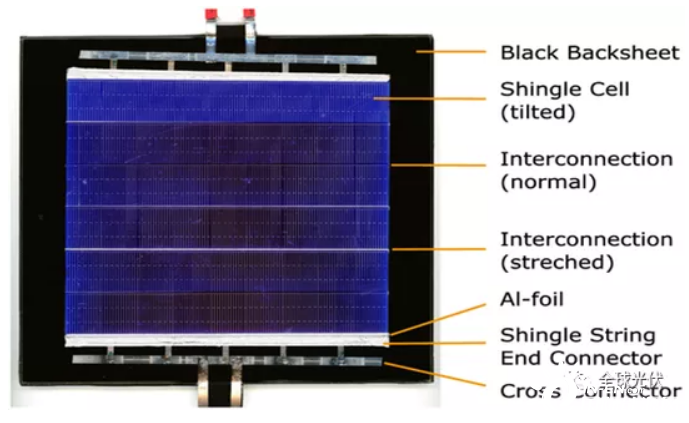
图4:互联的叠瓦电池
5. 效率与性能测试
德国弗朗霍夫ISE的研究人员将这种新型互连技术的性能与ECA 传统互连技术的性能进行了测试。两组实验中的一组将新型 FoilMet ? -Interconnect的性能与采用 ECA 的传统互连的性能进行了比较,另一组对采用 FoilMet ?-Interconnect 的模块进行老化测试。

研究人员使用了传统的 156.75 毫米电池和最新的210 毫米 p 型 Cz-Si PERC 叠瓦双面电池,所有电池串都在板膜真空层压机中与组件封装材料层压,包括20 × 20 厘米的 3.2 毫米厚玻璃、EVA、PET 背板(只考虑正面发电)。
之后并在 25% 相对湿度下进行了TC50和TC200热循环测试。测量I-V 和EL。
测量结果表明,用铝箔互联制造的叠瓦组件实现了(21.0±0.2)% 的效率,而没有铝箔的叠瓦组件效率为 (20.3 ± 0.2)%,短路电流、填充因子和开路电压的数据表明0.7%效率优势主要是由于填充因子增加(+2.5% abs)。尽管尚不清楚填充因子差异的原因,但科学家认为,FoilMet 互连技术串联电阻更低,互联工艺更可靠。
通过双光级方法(IEC 60891)评估光前向和暗前向 I-V 曲线获得串联电阻,表明铝箔与Ag/Al栅线的焊接具有优良的电性能。
在剥离测试中,断裂不是发生在铝-铝或铝-银接头,而是发生在丝网印刷触点内或丝网印刷触点与晶片之间,证明采用LMB工艺的附着力已经足够。
在 TC200 老化测试中,研究人员分析了铝箔的性能,评估铝-铝和铝-银互连的长期稳定性。测试结果表明大多数叠瓦电池串都能承受封装应力。
在丝网印刷过程的各个步骤之前和之后对硅片进行称重。因此,可以确定Ag含量为91%的Ag浆准确消耗量。由于 FoilMet ?电池不需要任何用于母线的丝网印刷步骤,因此生产所需的银浆减少了 27.5%。并且由于省略了银含量为 50%的 ECA,每个互连电池的平均银用量为 4 mg,因此总的银节约量为 36.7%。
6. 中试与量产
研究人员称,该新技术距离商业生产线仍需一定时间。任何新工艺永远不会“立即”适用于商业生产,需要不断进行改善。
Fraunhofer ISE 已经开始与德国光伏生产设备供应商 Manz AG合作,通过公共资助的项目实施,为量产研发生产设备。但研究人员表示,“与其他创新相比,必要的调整似乎很少。
金属化布局必须改变,新的穿线机器必须在生产线上安装。由于使用了新材料,因此也需要进行广泛的测试。”
相关技术和实验室迷你组件样品将在即将在慕尼黑举办的 Intersolar 展台上展示。

 正在加载...
正在加载...


