随着PERC电池成为光伏行业的主流产品,以及EL测试技术在电池生产过程中的大范围应用,EL污染成为各电池现场影响指标的主要因素,同时也是让大家比较头疼的事情,本文将介绍M6电池EL污染异常排查报告,期待和您共同进步。
1. 异常情况
1.1 5W1H 异常描述
When: 2020.12.1-2020.12.10;
Where: M6 高效电池车间;
Who: 现场电池工艺;
What:
刻蚀4#M6技术改造完成后,工艺验证过程中出现脏污问题,为排查原因,与刻蚀3#进行对比验证,发现刻蚀3#也有相同的问题,EL测试有污染,随即停线进行排查;

Why:
目前排查,因异常情况非个别机台产生,存在共性情况,初步判断是制程工艺不匹配,背面接触钝化差导致;
How:
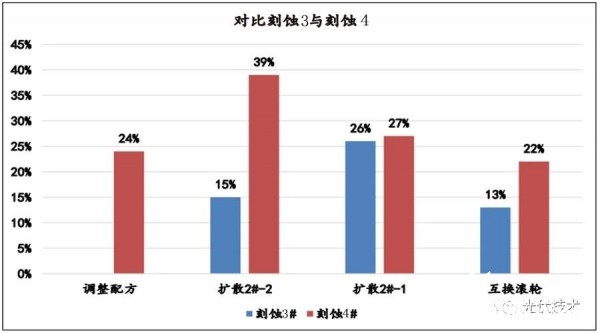
① 12月1日-12月5日,刻蚀4#,批量跑片验证后,平均脏污比例17%,怀疑与刻蚀工艺配方以及设备滚轮相关。
② 12月6日,调整刻蚀配方,污染比例24.25%,无效;刻蚀4#和刻蚀3#互换挤水滚轮,污染比例26%;在扩散3#,使用不同管做出的电池,分别过刻蚀4#,3#,结果污染比例偏差大,怀疑与片源,扩散工艺与刻蚀不匹配。
③ 12月7日,对扩散工序逐管验证,掺稼片污染比例平均60%以上,验证掺硼片污染1.7%,因M6改造刚刚开始不久,因此怀疑与片源有关。
④ 12月8日,重复验证,批量投掺硼片(方阻115Ω)验证,污染比例10%,同时验证掺稼片与烧结的匹配性,结果污染比例16%,但发现污染方向在同一方向,均垂直于主栅,再一次怀疑与片源有关。
⑤ 12月9日-12月10日,各工序将硅片旋转90°,排查污染位置变化情况,发现与正面接触的工序,调整后污染比例越高大于40%,与背面接触的工序调整后,污染比例均小于30%,因此怀疑污染与背面接触关系最大。
⑥ 12月10日,通过调整背激光根数,从156降低130,平均效率22.85%,EL污染0%,说明背面接触效果良好,调整方向有改善,可批量生产。
2. 实验验证分析
2.1 量跑分析排查Ⅰ
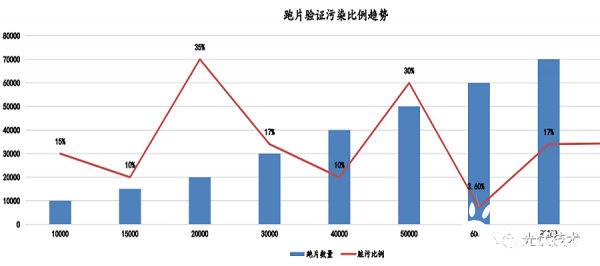
① 刻蚀4线跑片累计295000,中间抽测污染情况,平均比例17%,跑批量硅片无效果,因此怀疑是刻蚀配方存在问题。
② 污染情况规律:污染的方向均垂直于主栅方向。
2.2 调整刻蚀配方验证Ⅱ
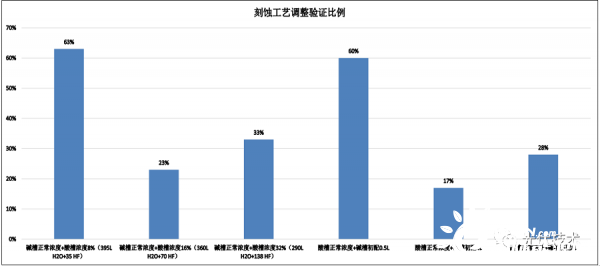
① 通过调整增加酸槽浓度,平均污染比例40%,无效果;
② 通过调整增加碱槽浓度,平均污染比例35%,无效果,从而说明与刻蚀配方无关。
2.3 刻蚀线别对比验证Ⅲ
① 降低刻蚀槽硝酸(450-300)、浓硫酸自补(160-100),脏污比例:24.25%。
② 扩散各管分片对比,不同管做出的比例差异10%,因此怀疑与扩散有关。
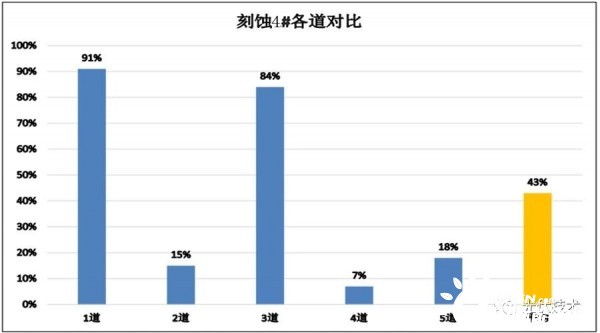
③ 验证刻蚀各道污染比例,整体平均43%,任然偏高,说明无关,但个别轨道后面通过磨滚轮解决。
④ 疑点:刻蚀3与刻蚀4同时均存在污染,说明根本问题可能不在刻蚀工序,但可以肯定,刻蚀4比刻蚀3高10%,严重。
⑤ 决定:后续验证固定线别刻蚀3#。
2.4 片源、扩散管间差异验证Ⅳ
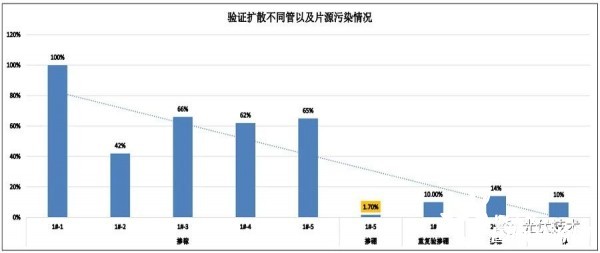
① 扩散1#,各管平均污染67%,比例均高,说明无关。
② 掺硼片(0.7-1.5)平均比例1.7%,降低明显,说明有关,后面追加做10000,每次比例10%,说明无关。
③ 不足:扩散线间差异比例悬殊,后面需重复验证。
④ 规律:测试EL,发现污染位置均处于同一个位置,均垂直于主栅方向,矛头在次指向硅片,因此排查污染方向形成的原因。
2.5 重复验证片源Ⅴ
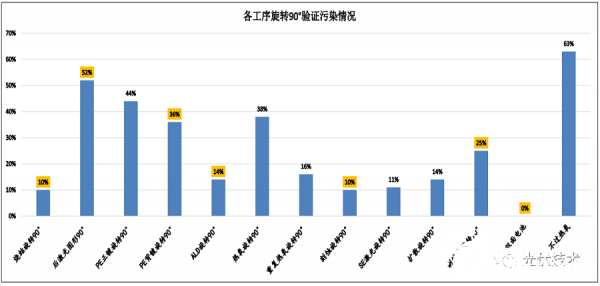
① 各工序旋转90°,整体分析制程与背面接触的工序整体污染比例25%,正面18%,说明背面接触有关。
② 通过调整,刻蚀、ALD比例最降低,进一步说明背面相关性最大,污染方向有变化。
③ 通过做双面电池,比例为0%,双面不同与单面电池是背面为局部铝覆盖,单面是全铝覆盖,因此也能证明污染与背面接触有关。
④ 决定:此次不排除片源影响,下步优化背面接触。
2.6 优化电池背接触工序Ⅵ

通过优化激光根数(减少26根),和虚实比例(1:1),电池EL污染0%,平均效率22.85%。因此证明污染的主要原因是为制程工艺匹配不佳,背面钝化效果较差,导致电池欧姆接触不充分,形成连续点状黑点,导致被判为污染。
3. 总结分析改善
3.1 验证结果
① M6电池污染,主要与背面钝化效果较差有直接关系;
② 制程的匹配性,仍需持续优化,尤其各工序之间的线间差异,需重点验证;
③ 不排除刻蚀工序的洁净度影响EL测试的效果;
④ ALD膜厚均匀性和后激光开孔率之间的比例,匹配度还需进一步研究;
⑤ 不同片源与制程的兼容性也需进一步研究;
⑥ 制程中,其他的不良现象,再叠加上钝化差,会产生1+1>2效果,因此需提高我们技术人员的管控意识和识别能力。