过去10 年,“平价上网”是光伏行业最关注的话题之一。在光伏全产业链的协同努力下,全球范围内越来越多的光伏市场实现了平价上网,最低电价不断被刷新。据智新研究院预测,2021 年左右我国光伏市场将实现全面平价,进入“后平价时代”。随着储能、输配电等问题的逐步解决,光伏电力将从之前的“满足国家新增用电需求” 转变为“逐步替代化石能源”。更大的市场潜力和更高的投资回报收益率给光伏产品的使用寿命及长期可靠性提出了更高的要求。虽然光伏组件的核心部件是太阳电池,但电池的使用寿命和工作性能受到组件各个组成部分,尤其是光伏组件封装胶膜的制约。
封装胶膜作为光伏组件中玻璃、电池和背板之间的粘结材料,其作用主要包括:1) 在组件生产、存储、安装和使用过程中提供结构支撑和定位电池的作用;2) 作为电池和其他元件的物理隔离,保护电池电路不受组件使用环境中不良因素的影响;3) 使电池和玻璃之间达到光耦合,以保证太阳辐射透过率超过90%,并在20~30 年甚至更长的使用过程中组件的最大光损失不超过5%;4) 保持电池和其他元件间的电绝缘。
尽管封装胶膜在整个光伏组件中的成本占比不足10%,但其品质和稳定性将直接影响光伏组件输出功率的大小和稳定性。功率衰减导致组件使用寿命缩短的原因与封装胶膜的选择息息相关,比如胶膜的黄变、脱层,都会对组件的寿命和性能造成影响。
由于聚乙烯醋酸乙烯酯(EVA) 材料出色的熔体流动性和低加工温度,经配方流延成膜后具备优异的光学性能和粘结性,以及相对低廉的价格,使其成为过去30 年光伏市场封装胶膜的首选,市场占有率超过80%。然而,EVA 胶膜作为封装胶膜也存在很多固有的缺陷,比如,醋酸乙烯酯基团的存在会使EVA 胶膜因紫外光和湿热氧化引起降解老化,表现为胶膜的黄变及脱层,会严重影响组件的光电转换效率和使用寿命。近些年,随着光伏电站规模的扩大,业内对于光伏组件的电势诱导衰减(PID) 现象高度关注,PID 的成因与封装胶膜的选择有很大关系。EVA 材料中醋酸乙烯酯基团的亲水性和易水解产生乙酸的特点被认为是PID 现象的诱因之一。
本文主要对聚烯烃弹性体(POE) 胶膜( 下文称为“普通POE 胶膜”)、EVA 胶膜及基于先进催化剂技术制备的ENGAGETM PV POE 胶膜的特性,以及采用这3 种胶膜的组件的性能进行了测试与分析。
1 实验及结果分析
1.1 实验样品的制备
本文中使用的p 型PERC 电池和n 型TopCon电池均为常见的具有代表性的市售产品。EVA胶膜和普通POE胶膜均采用常见胶膜配方,由实验室挤出流延机制备。将EVA 胶膜、普通POE 胶膜及ENGAGETM PV POE 胶膜与电池经层压后制备成组件,用于后续不同测试。
1.2 体积电阻率测试及结果分析
封装胶膜的主要功能之一是提供优异的电绝缘性能,减少组件的电流泄漏。国际上很多研究表明,高体积电阻率的封装胶膜可有效降低组件的PID 现象,提高组件的使用安全性和长期可靠性。
一般认为,光伏组件在使用过程中的实际温度最高时可超过80 ℃,尤其是在日晒充足或高温地区。所以,封装胶膜在高温下的介电性能应得到充分关注。BERGHOLD J 等的研究也证实了体积电阻率严重依赖温度和湿度,特别是温度。当组件的工作温度提高到60 ℃以上时,封装胶膜的体积电阻率会大幅降低。因此,需要在相同的工作温度下比较不同材料的体积电阻率。
1.2.1 体积电阻率测试
测试方法参考ASTM D257 标准, 使用Keithley 6517B 高电阻测试仪( 搭配8009 测试箱,8009 测试箱可放置在烘箱中) 测试胶膜在25、60 ?C 时的体积电阻率,使用ZC36 型超高电阻测试仪( 搭配型号为YG87-2 的温控箱) 测试胶膜在85 ?C 时的体积电阻率。测试在1000V 外加电压下进行,设备给出漏电流数据,加压10min 后读数,并根据式(1) 换算成体积电阻率ρ。
式中,V 为外加电压,V;A 为电极接触面积,cm2;I 为漏电流,A;t 为胶膜厚度,cm。
1.2.2 体积电阻率测试结果分析
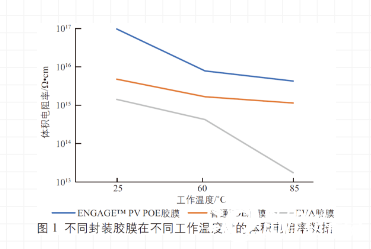
图1 为不同封装胶膜分别在25、60 和85 ℃时的体积电阻率数据。
由图1 可知,ENGAGETM PV POE 胶膜的体积电阻率比普通POE 胶膜和EVA 胶膜高1~2 个数量级,这主要是源于其独特的催化剂技术、产品设计和生产工艺。而且随着工作温度的升高,EVA 胶膜的体积电阻率迅速下降,在85℃时已接近1013 Ω?cm,而ENGAGETM PV POE胶膜的体积电阻率还保持在1015 Ω?cm 以上。BERGHOLD J 等认为, 体积电阻率在1015Ω?cm 以上的封装材料才能有效抗PID。
1.3 水汽透过率测试及结果分析
封装胶膜作为保护电池和其他元件的物理隔离,需要保护电池电路不受水汽的影响。水汽对于光伏组件的危害性不仅是对金属部件的腐蚀,其还可以通过水解反应引发聚合物封装材料的降解,比如EVA 材料水解产生的乙酸会对电池表面的金属电极产生进一步的腐蚀。
不同封装胶膜的水汽透过率是由胶膜本身结构决定的。图2 为POE 材料和EVA 材料的分子结构式,POE 为乙烯和α- 烯烃共聚物,属于非极性材料,不能和水分子形成氢键,也就不能像EVA 等含极性基团( 醋酸乙烯酯基团) 的材料一样吸附水汽。

从本质上来说,水汽透过是水分子的扩散过程,在水蒸气高浓度一侧,水蒸气先是吸附并溶解于聚合物薄膜表面上,然后穿过表面在聚合物内部进行扩散;当水蒸气达到对侧( 低浓度侧)时会被解吸,进入周围的环境中。
1.3.1 水汽透过率测试
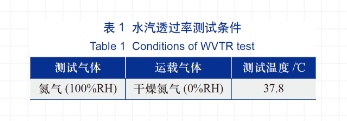
水汽透过率的测试采用红外法( 设备型号为Moncon Permatran-W3/33),表1 为具体的测试条件。
1.3.2 水汽透过率测试结果分析
表2 为ENGAGETM PV POE 胶膜和EVA 胶膜的水汽透过率测试数据。
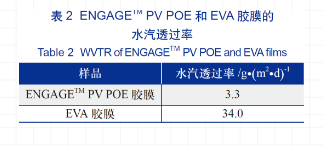
由表2 可知,ENGAGETM PV POE 胶膜的水汽透过率仅为EVA 胶膜的约1/10,极大地降低了组件被水汽渗入及腐蚀的可能性。
1.4 加速老化测试及结果分析
EVA 胶膜的降解途径除了水分参与的水解过程之外,在太阳光照或热的作用下,在醋酸乙烯酯链段发生的Norrish type I & II & III 反应可以产生分子链断裂及生成多种副产物。其中的气体副产物如一氧化碳、二氧化碳和甲烷,停留在组件内会造成胶膜产生气泡或脱层,进而影响组件的长期可靠性。Norrish type II & III反应产生的乙酸、乙醛和多烯会引起EVA 胶膜的黄变,进而降低组件的发电效率。相比之下,由于POE 材料无极性基团,分子结构中所含叔碳原子也相对较少,因而具有优异的耐热老化和抗紫外线性能。
1.4.1 加速老化测试
使用紫外湿热加速老化试验箱( 型号:NOVTEC UV plus) 来观察胶膜的黄变趋势,其中,湿热条件(DH) 为85 ℃、85%RH,紫外(UVA+UVB) 总辐照度为150 W/m2。测试所用组件的结构为玻璃/ 胶膜/ 玻璃。
参考ASTM E313 标准,使用HunterLab 测色仪测量胶膜的黄度指数(YI)。
1.4.2 加速老化测试结果分析
对使用相同配方的普通POE 胶膜和EVA 胶膜在紫外湿热加速老化试验箱中的黄变趋势进行观测,发现在UV 辐照量超过100 kWh/m2 和DH达到700 h 左右时,EVA 胶膜样品变黄,而且随着老化时间的延长,黄变越来越明显;而普通POE胶膜在2000 h后依然未变色。具体如图3所示。
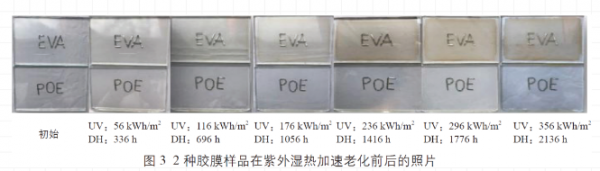
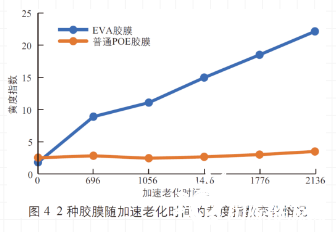
图4 为普通POE 胶膜和EVA 胶膜在加速老化后的黄度指数变化趋势,由图4 可知,普通POE 胶膜在加速老化后,其黄度指数变化较小,且一直稳定在较低数值;而EVA 胶膜随着加速老化时间的延长,其黄度指数逐渐攀升;上述趋势与图3 所示一致。由此可知,采用普通POE 胶膜可以显著提高组件的可靠性,使得组件拥有更长的生命周期。
1.5 电势诱导衰减( P I D ) 测试与电致发光( E L )图像及结果分析
光伏组件PID 现象的形成原因非常复杂,受很多因素影响,比如电池减反射层、封装材料、组件结构和系统架构等,甚至同类型的组件在不同的使用环境中表现出的衰减程度也是不同的。近年来,已有大量研究论证了封装胶膜对组件抗PID 的重要性。
在封装胶膜的各种物性中,体积电阻率被认为是和PID 现象最相关的参数。在同样电势差下,高体积电阻率带来较低漏电流,可降低电池表面的分压,从而减缓PID 的发生。此外,封装材料水汽透过率也是评估PID 敏感性的重要指标。众所周知,水汽渗入会加速光伏组件PID的进程。低水汽透过率的封装胶膜可以为电池提供更好的防潮保护,有利于降低PID 的风险,这对于高湿度使用环境中的组件尤为重要。
1.5.1 PID 测试条件及设备
PID 测试的流程参考IEC 62804-1 和IEC60904 标准。将组件边缘包裹铝胶带,并在85 ℃和85%RH 环境箱中加负偏压1000 V 或1500 V,测试时间为96 h。使用型号为SOLAR AD-EQ22的高分辨率相机拍摄组件加压测试前后的照片,采用型号为Burger PS8/PSS8 的太阳模拟器测试组件功率。
1.5.2 PID 测试结果分析及EL 图像情况
图5 为采用不同封装胶膜的p 型双玻光伏组件在同样条件( 负偏压1000 V、85 ℃、85%RH)下老化96 h 后的功率衰减情况。由图5 可知,采用ENGAGETM PV POE 胶膜的双玻光伏组件的抗PID 性能优异,这主要得益于该胶膜的高体积电阻率和低水汽透过率。
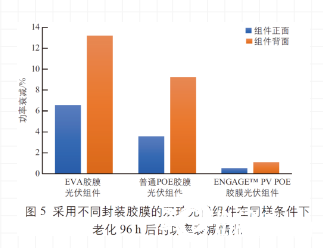
图6 为上述采用不同封装胶膜的3 种双玻光伏组件PID 测试前、后相应的EL 图像。
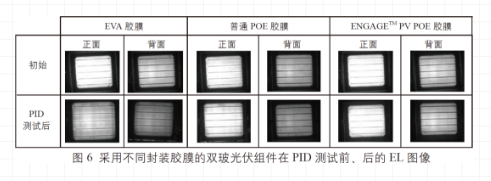
由图6 可知,采用ENGAGETM PV POE 胶膜的双玻光伏组件老化前、后的EL 图像基本没有变化,这是因为其老化前、后的功率衰减非常有限。而采用普通POE 胶膜和EVA 胶膜的双玻光伏组件的EL 图像显著变暗,尤其是组件背面,这是因为这2 种组件的功率衰减明显。
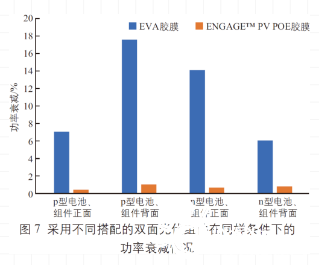
双面光伏组件的背面除了采用主流的玻璃外,近年来市场上也出现了轻量化的聚合物透明背板。与玻璃相比,透明背板被认为是“可呼吸”的材料,其可有效释放湿气和因EVA 胶膜降解而产生的乙酸,因此可以降低组件的PID。图7为p 型PERC 电池和n 型TopCon 电池分别搭配不同封装胶膜,组件背面均采用透明背板的双面光伏组件在负压1000 V、85 ℃、85%RH 的条件下老化96 h 后,组件正面和背面的功率衰减情况。从图中可以看出,不管搭配p 型电池还是n 型电池,即使采用透明背板,EVA 胶膜依然不能满足双面光伏组件的抗PID 要求。
对双面光伏组件采用p 型PERC 电池,组件正面、背面分别采用不同封装胶膜时的抗PID 性能进行了研究,如图8 所示。
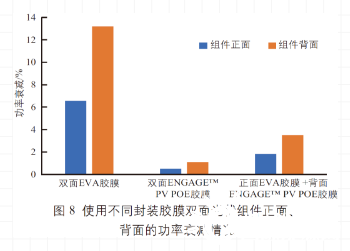
由图8 可知,双面均采用ENGAGETM PVPOE 胶膜的双面光伏组件的抗PID 优势明显;而只有正面采用EVA 胶膜的双面光伏组件的功率衰减程度比双面均采用ENGAGETM PV POE 胶膜的双面光伏组件明显变大。究其原因,虽然只有正面封装采用了EVA 胶膜,但水汽的渗入及EVA 降解带来的腐蚀性副产物在浓度差的驱动下可以沿2 层胶膜的界面扩散到电池的背面。因此这种混搭的封装方式只是通过降低EVA 胶膜使用量达到了减缓功率衰减的目的,但并不能改变EVA 本身固有的促进PID 增长的因素,长远来看,并未达到抗PID 的目的。在实际使用中,碰到质量较差的电池或相对恶劣的使用环境,仍然会给光伏发电系统带来巨大影响。
2 结论
本文针对封装胶膜影响组件长期可靠性的各种性能进行了分析,并对比研究了EVA 胶膜、普通POE 胶膜及ENGAGETM PV POE 胶膜的特性,以及采用不同封装胶膜的双面光伏组件的抗PID 性能,结论如下:
1)ENGAGETM PV POE 胶膜的体积电阻率比普通 POE 胶膜和 EVA 胶膜高1~2 个数量级;EVA 胶膜的体积电阻率对温度敏感性高,而ENGAGETM PV POE 胶膜的体积电阻率在85 ℃时仍保持在1015 Ω?cm 以上。
2) 加速老化试验显示,在UV 辐照量超过100 kWh/m2 和湿热达到700 h 左右,EVA 胶膜肉眼可以观察到变黄,而普通POE 胶膜在2000h 后依然未变色。
3) 使用ENGAGETM PV POE 胶膜的双面光伏组件( 双玻和透明背板) 表现出了优异的抗PID 性能。
4) 采用EVA 胶膜和ENGAGETM PV POE 胶膜搭配封装双面光伏组件会导致组件抗PID 性能降低,对组件长期可靠性不利。